





 扫一扫
扫一扫

【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")

【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
风和通风。在有风的区域,应采取预防措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
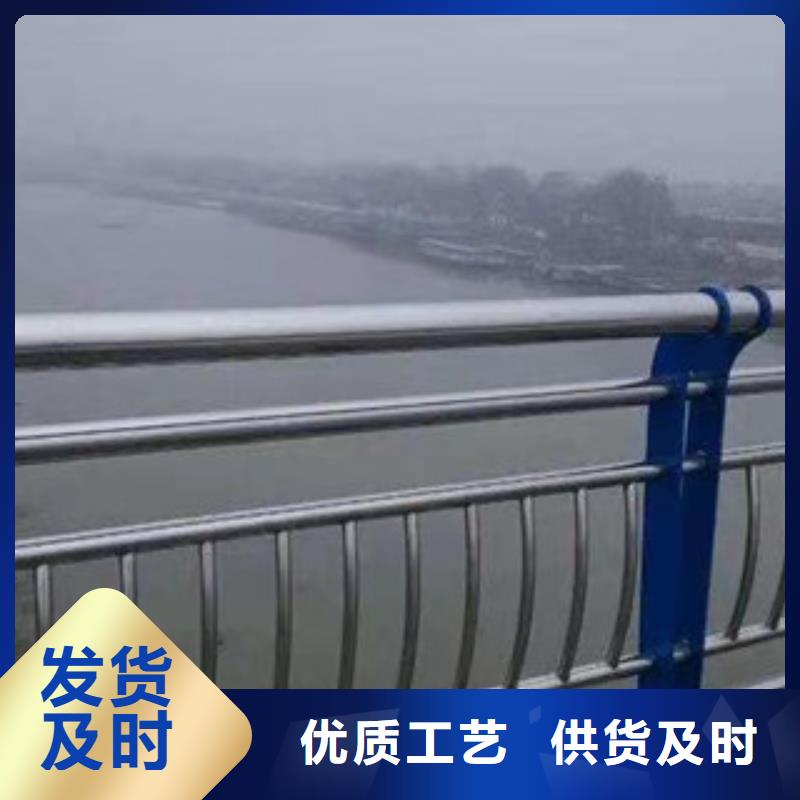
买玉树镀锌喷塑防撞栏直接找源头工厂给您更好的产品
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
严格把控玉树镀锌喷塑防撞栏生产标准确保品质出厂的都是合格品
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
玉树镀锌喷塑防撞栏按需定制产能稳定满足多种需求
【当地】桥梁护栏_【防撞护栏】厂家型号齐全")
玉树镀锌喷塑防撞栏成熟技术团队和售后团队交货准时
技术支持:k797.com